





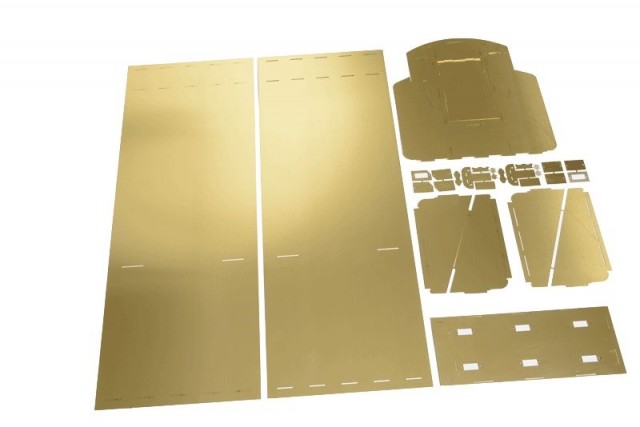
Fiber laser cutting is becoming the leading process for the cutting of metals, including brass and copper. The reason for that is because fiber lasers provide high throughput, high quality, precision, and accuracy of the cuts, flexibility in part design, as well as maintenance-free, stable production process.
Fiber lasers create really high powered density on the surface of reflective metals. The high powered density causes rapid melting of the surface of these materials, and therefore the process can quickly overcome the reflectivity barriers and start a stable cutting process.
The Challenges of Copper and Brass
Copper and brass are known to be challenging metals to cut, because they are good reflectors, and therefore bad absorbers, or infrared laser light. Their reflectivity though, does not stay the same with temperature – it changes with temperature.
For example, copper’s reflectivity is about 95% with temperature, but, after melting, it drops down to 7%. Therefore, copper and brass and some other reflective metals are much more absorbent of the laser light when they are in the molten state.
This is the reason why the most critical stage in the cutting of these reflective metal is the initial stage, also known as the piercing stage, when the laser beam interacts with solid metal. When the cut is established, the laser mostly interacts with the molten material, which is much more absorbent.
With the right choice of the laser, optical setup and process parameters, you can quickly melt the surface of these metals and prevent the excessive amount of laser light back reflected and not being absorbed. Excessive back reflective light leads to the inefficiency of the cutting process and potential impact on the optics or laser source.
Peak Power
You want to use the maximum peak power that the laser can accommodate to create the highest peak power density on target. This will also reduce the time in which the material is in its most reflective condition. For example, for copper that is 1mm thick, the minimum peak power needed is 1,000 W.
Cut Speed
Back off about 10 to 15% from the maximum possible cutting speed to be in the safe process window margin. When transitioning from piercing to cutting, allow enough dwell time to ensure pierce hole is through before moving the beam, so your cut starts well.
Cutting Gas
It is recommended to use high-pressure oxygen for copper, because the oxygen forms a dark outside layer (copper oxide) which reduces the reflectivity of the copper. For brass, nitrogen cutting gas is a good option.
Focus Position
The focus position of the laser beam should be set as close as possible to the surface of the metal for both the piercing and the cutting. This allows you to get the minimum effective beam size on the surface of the metal, to have the highest power density, which leads to quicker melting.
Of course, all Yawei HLE and Yawei HLF series fiber lasers are equipped with an IPG fiber laser source, so copper and brass cutting is a breeze. Simply let us know the maximum thickness of the material you’ll be cutting, and we’ll spec up a machine with the right power for your job.
Dollar for dollar, Yawei high speed, precision fiber lasers stack up next to anything in the market. They have WORLD CLASS PERFORMANCE, WITHOUT THE PRICE TAG.
Call now – 03 9706 8066, or email sales@appliedmachinery.com.au
This information has been adapted for web use. © Remains with IPG Photonics Corporation.
